

ブログ
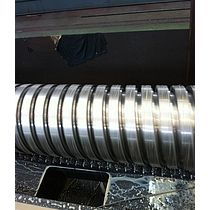

φ220 ピッチ82.55mm 2条角ネジ削るお手伝いしてます。
恐らくこれが最後のお手伝いとなるでしょう。
なんて連呼しながら仕事させて頂いています。
最初は、曲がったり ビビッたりするかと思いましたが
案外良い感じで削れてます。
ちょっと角ネジのコツをつかんだかも。
今、ネジ加工マニュアルを作成中。
うまく文章で表現が出来ず 苦戦中。
これで商売できるんじゃないか?と模索中。
みとろで、ネジの話するも、そんな仕事は無いみたい。
そのような品物に遭遇しないのか イマイチ話が盛り上がりませんでした。
色々挑戦しながら、とりあえずは無難に縦型マシニングを極めます。
まっどだいまるさん
こんんちは。
これは、大日のφ700mm 芯間8000mmNC旋盤で切りました。
将来的にNC旋盤も導入する予定なので
その時には、変な形状のネジ加工に対応した
設備をする予定です。
ちなみに この2条ねじ…
いまいち出来が良くなかったです。
角ネジは難しい!
今 外径398のところにL12の二条ねじをきってるとこなんですけど
Q指令が使えないNC旋盤で入りと逃げの助走がまったくない品物に はたして切れるのか悩んでます・・・
G92じゃ無理そうなので G32で入りと逃げの角度30°以下になるように やるしかないのかな?
未熟者さん
はじめまして。
参考になるかわかりませんが
O0001
G00T03
G0X500.Z18.T03
G97S100M3
G0X500.Z4.6
G32X400.Z0.F6Q0
X300.Z-50.
Z-150.
X350.Z-200.
X400.
Z4.6
M9M5
G0T0X600.T00
M30
%
このプログラムは逃げと助走が出来ない品物に対して使ったネジきりプログラムの一部です。
Q指令が出来ないと2条はかなり難しいと思われます。
以前、Q指令を使わないで2条ネジを加工したら0.1mmほどピッチずれしました。
かなり気を付けてやればQ指令なしでも2条切れると思いますが、2条を切っては測定してピッチズレを微調整などめんどうな作業をしなければなりません。
参考になったかどうか分かりませんが、こんな感じです。

φ220の2条角ネジ切る会社なんてなかなかないですよ。よほど大きい装置じゃないとそんなの使わないので。
うちでもそういうネジだとやってそうなところにお任せです。
とりあえずマシニングに専念するかと思いますが、自分の技術としてきちっと取っておいてくださいね。もし旋盤男さんがNC旋盤等を購入した時などに使えると思うので。
そういえばミトロは良かったようですね。自分もそのうち行きたいのですが、、行くまでに高いハードルがあるので(涙)。